与原有的HAKKO 936.937相比,输出加大了30%。而且由于采用了热传导性能优越的T18系列焊铁头,实现了**的热回复性。因此可以降低焊接时的设定温度,这样不仅能减少对被焊接零部件的热影响,而且减轻了焊铁头因氧化而导致的使用寿命缩短。
温度特性曲线
升温至350°C的时间加快了20秒,连续使用时焊铁头的温度下降也有所减少。
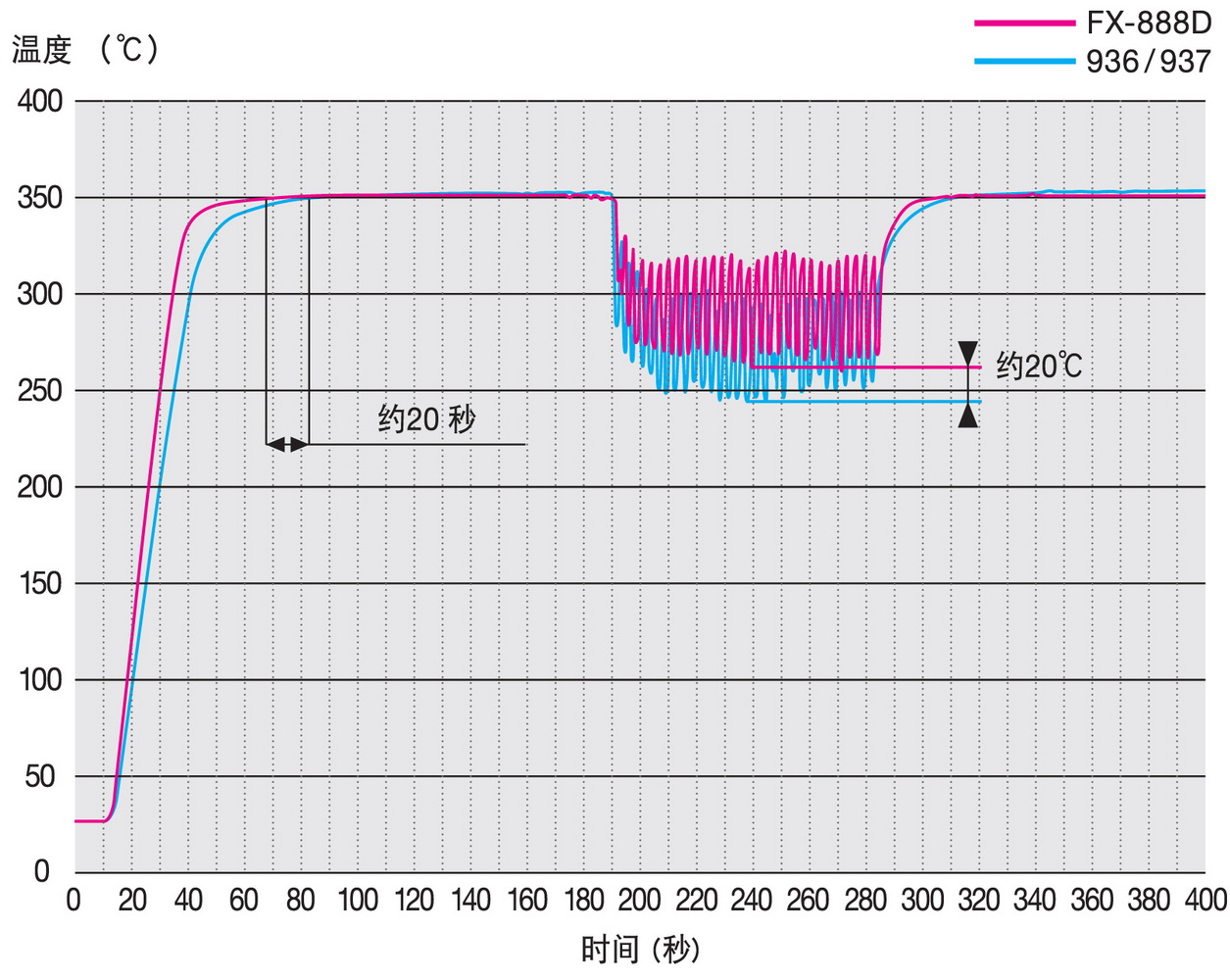
测定条件
试验方法:在焊铁头上装热电偶,在酚醛纸镀铜膜叠层板上,用Φ1.6mm x 5mm焊锡丝,每3秒焊一个点,并测定焊接时焊铁头的温度。
使用印刷电路板:酚醛纸镀铜膜叠层板
设定温度:350°C
焊锡:无铅(Sn / Ag / Cu)Φ1.6mm x 5mm
工作特性比较曲线
同样的工作量却可以缩短工作时间,大幅度提高了工作效率。
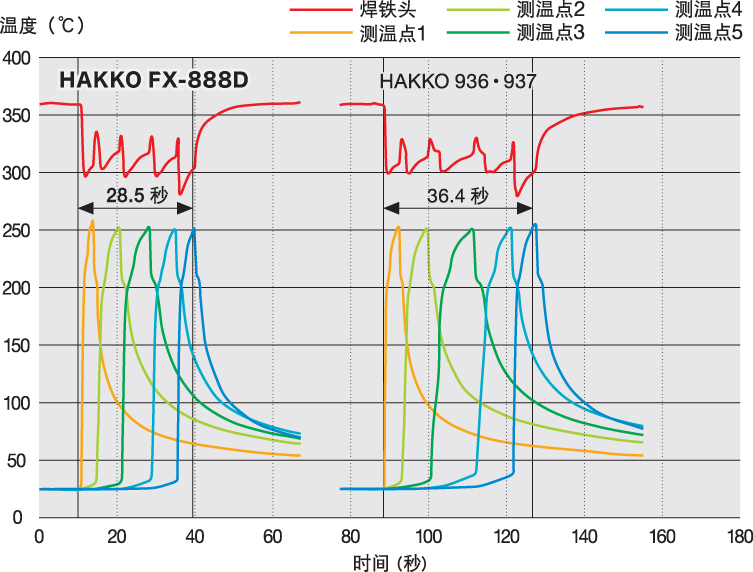
测定条件
试验方法:在焊铁头和印刷电路板的被焊接部位装上热电偶,在5处测定被焊接部位温度上升至250°C所需要的时间。
使用印刷电路板:酚醛纸单面板
使用零件:连接器
设定温度:360°C
焊锡:无铅(Sn / Ag / Cu)Φ0.5mm
氮气焊铁FX-8802 氮气覆盖整个焊咀,能有效隔绝氧气,防止焊咀和焊锡氧化,并提高焊锡的润湿性和扩散性;加热的氮气也起到「预热效果」,可以改善焊接**。*适合用于使用低活性助焊剂和焊接多层印刷电路板的焊接。
焊铁连出锡装置FX-8803 这款焊铁可以同时用单手送上焊锡丝及进行焊接作业,另一只手可以握住焊接零件。
SMD电热镊子FX-8804 可处理小贴片和SOP元件;与热风加热不同,拔咀可直接与元件接触,减少对周边元件的影响。方便于SMD返修的电热镊子。